1) Denkæmpeulighederon pris
Vibehøver kun at brugeom20-40 tusind amerikanske dollars på enlamineretproduktionlinjei henhold til størrelsen afudstyr. Jegikke kunne'ikke være bedre for osif den er kobletmedglas kantpolererogglasvaskemaskiner, Thvornår vi kan producere høj kvalitetlamineret glas med relativt lille investeringOg som vil betale dig tilbage meget hurtigt.
It-omkostninger140-350 tusinderUSD påen produktionslinje for autoklaventil fremstilling af PVB-lamineret glas, asproduktionslinjen skal værekombineret medtermostatisk kammer, rullepresser, vaskemaskine, kantpoleringsmaskiner, glasskæremaskine,og sekundærgenerator. WVi er meget risikable, hvis vi investerer så mange penge i autoklaveproduktionslinjen, mens den betaler sig meget langsommere tilbage.
2) De forskelligebehandlingsprocedurer.
Dedriftsproces forautoklaveproduktionslinjen er kompleks,ogDe tekniske krav er relativt høje. For det første,det er virkelig krævende for os atskæreønsketglas
inden for 2 mm målefejl, ellers boble vil dukke op i processen.Og såVi skal gennemgå alle følgende procedurer, poleringdekant, Vask af glasset, sammensætning af to glas med film imellem, opvarmning og rulning to gange, kantforsegling, støbning i form i autoklaven ved opvarmning og presning, og til sidst afkøling.OKun på denne måde kan vi producere lamineret glas.Bmen det tager omkring 6 timer at færdiggøre hele processen, og det er meget teknisk krævendepåkontrol af tid og temperatur.ONår vi laver en fejl i en proces, vil alleindsatsen kommerforgæves, fordi alt glasset er ubrugeligt.Ggradvist tager den blomstrende laminerede produktionslinje dens plads.
Tprocessen med Fangdingproduktionslinje for lamineret glaser ret enkel og nem at kontrollere med produktionsteknologi, der er nem at mestre.WVi kan få det ideelle laminatglas ved at støvsuge og opvarme glasset i udstyret bagefter.skæring, polering, vask, limning.Dehele processen erPLCbetjenes, så vi kan forbedre effektiviteten og få det ønskede glas.
3) Forskelligarbejdskraft for udstyret.
PVB-laminatproduktionlinjeis magted by 500KW,so forbrugetpåelektriciteter enorm og kræver generelt en transformer for at følge med.EVA lamineret produktionslinjeer forenklet med lavt elforbrug.It er drevet af30kw-75kw i henhold til udstyrets forskellige størrelser.
4) Forskelligproduktionscyklus og produktion
IDet tager os 6 timer at færdiggøre produktionen af glasmed PVB-laminatproduktionlinje. What'er det værre, må vi tilpasse osdeperiode til endnu længere afhængigt af antallet og tykkelsen af glas.ASom følge heraf kan vi kun færdiggøre produktionen af glas én gang om dagen med 400㎡-600㎡glas.
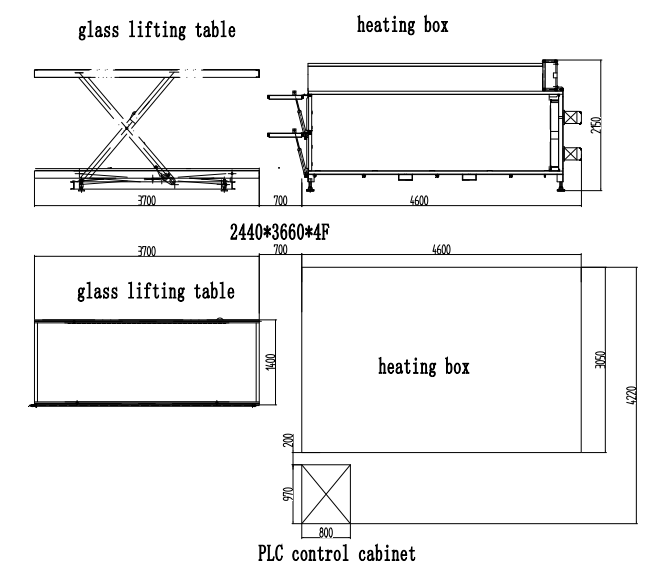
OTværtimod tager det os 1-2 timer at færdiggøre produktionen af glas medenFANGDINGproduktionslinjer for lamineret glasDesuden kan vi fortsætte med at producere 4 gange om dagen.Takemediumfor eksempel lamineret udstyr i -størrelse.Deter 2 m lang, 3 m bred og har 3 lag.It producerer 54㎡ en gang ad gangen, 4 gange om dagen, så kan vi få 216㎡glas, så produktionen er lig med autoklave, mens omkostningerne er lave.IHvis ordren er relativt lille, er det virkeligindbringendemed enEVAlamineret produktionslinje.
5) Produktionsprincippernedet laminerede glaser anderledes.
Fangdinglamineret glasproduktionslinieanvender princippet om høj temperatur og vakuum ved produktion af lamineret glas.Traditionel EVAFilm er en slags smeltefilm, som smelter ved høj temperatur og dermed klæber glasset tæt sammen.
Samtidig kan TPU-filmen bruges i vores laminerede glasmaskine.
Hhøjt trykaautoklavePVB lamineret glas anvender kombineret glasopvarmning og højt tryk for at producere lamineret glas.nDet kombinerede glas skal først rulles og derefter placeres i en autoklav, hvorefter der tilsættes lufttryk på glasoverfladen. Trykket på glasset skal være mere end 13 kg pr. kvadratcentimeter. Formålet er at presse luftboblerne ud i det kombinerede glas. Samtidig skal glasset opvarmes ved høj temperatur. Derefter kan PVB-lamineret glas fremstilles.
6) Udstyrets dækningsområde er forskelligt.
PVB højtryksproduktionslinje kræver ca.8M (K) *60M (L) produktionsplads dækker et stort område, og produktionsprocessen er lang.
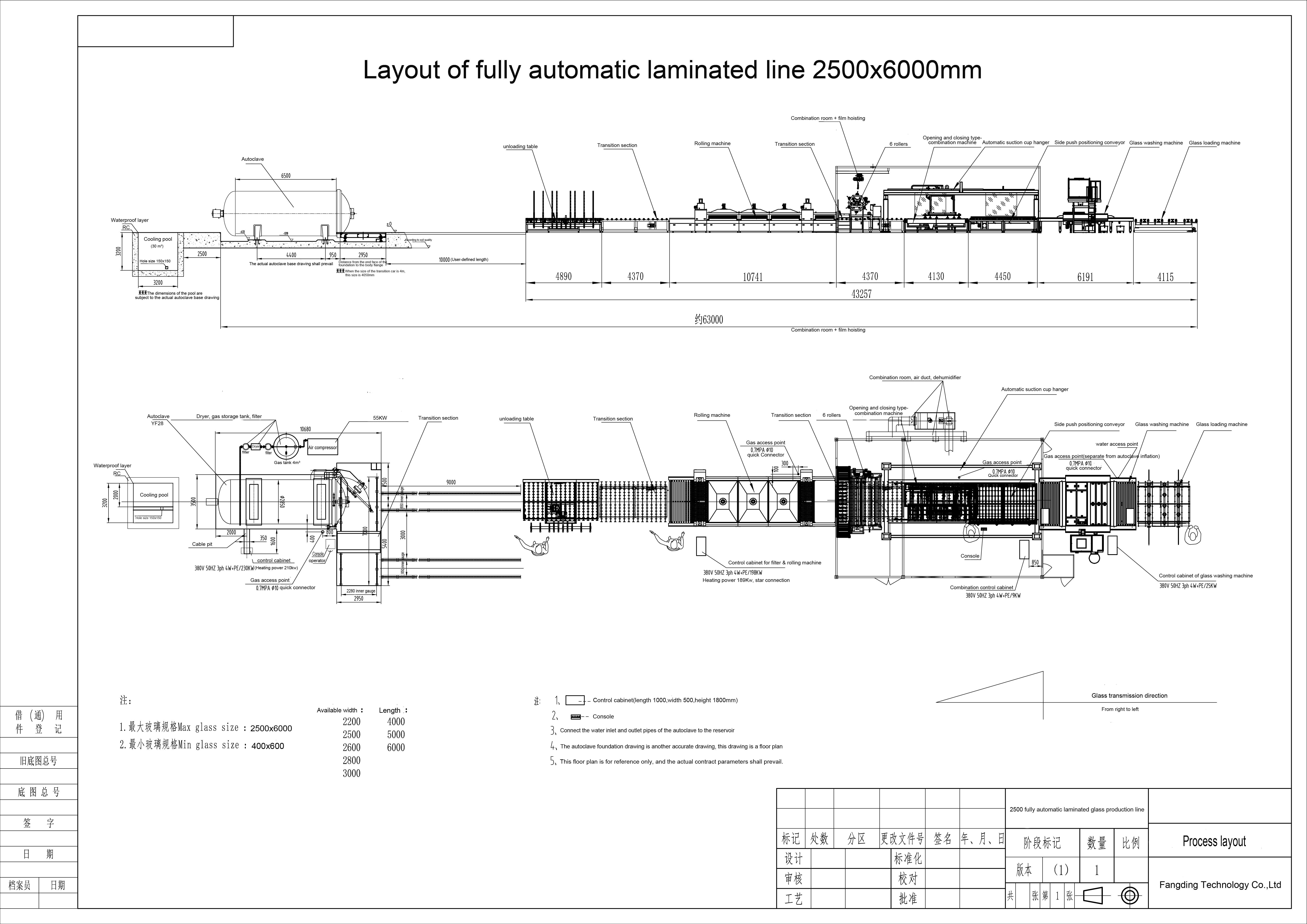
Voresbehov for produktionslinje til lamineret glas5M (K) *10M (L) sted at producere, dækker området er lille, produktionsprocessen er enkel og nem at betjene.
7) Mængden af arbejdere, der skal betjene udstyret, er forskellig.
VoresProduktionslinjen til lamineret glas anvender PLC-styringssystem, og der er normalt to medarbejdere, der kan producere glasset. Det sparer arbejdskraft og penge.
Produktionslinjen for PVB-glasautoklaver er længere end udstyr til EVA-lamineret glas. Udstyret til PVB-lamineret glas består hovedsageligt af tre dele: Højtryksautoklave, valsemaskine og rum med konstant temperatur. Derfor kræver det flere personer at betjene udstyret.
8)Opbevaringsmetoderne for filmen er forskellige.
Filmen er et af de primære forbrugsmaterialer til lamineret glas. Derfor er filmen vigtig for fremstilling af sikkerhedsglas.
PVB-film er klæbrige under normale temperaturforhold til opbevaring, hvilket er mere krævende for miljøet. Filmen kræver opbevaring i rum med konstant temperatur og fugtighed. Derfor har virksomheder brug for specielt bygget kølelager til film, hvilket øger virksomhedens produktionsomkostninger.
Voresfilm(EVA)Under normale temperaturforhold er opbevaring uden viskositet og har ikke strenge krav til miljøet. Det er kun et rent opbevaringssted, der kræver rene og ikke høje temperaturer.
9) Produkternes kvalitet er forskellig.
1. DeEVA-gennemsigtigheden er 90%,eller lignende, kan laves i glasgardinvægsprojekter, skudsikkert glas, sikkerhedsdøre og vinduer, lamineret glas til indendørs dekorativt lamineret glas, lamineret glas til solenergibatterier osv.
PVB lamineret glasgennemsigtighed er bedre end EVA, gennemsigtigheden kan nå mere end 92%. PVB-lamineret glas kan bruges i biler, glasfasadeprojekter, skudsikkert glas osv.
2. EVA-lamineret glas er mere fremragende PVB-lamineret glas, hvad angår modstand mod vejr og vand. Da EVA-lamineret glas bruger en varmsmeltefilm, kan det bindes bedre til glasset. Denne egenskab er vigtigere for hærdet lamineret glas. EVA-klæbeevnen er bedre end PVB.
3. Intensiteten af det laminerede glas PVB > EVA. Men der er kun et lille mellemrum. Uanset om det er EVA lamineret glas eller PVBwsom kan bruges til arkitektonisk glas, skudsikkert glas, dørvinduesglas og så videre.
10) Udstyret kan fremstille de forskellige typer sikkerhedsglas.
1,Vores højkvalitetsUdstyr til lamineret glas kan ikke kun producere Arkitekturlamineret glas, buelamineret glas, skudsikkert glas, mønstret glas, solcellelamineret glas og kunstglas såsom: lamineret blomster/billeder/stof/marmorglas osv. LED-lamineret glas, privatlivsglas og omskifteligt glas.
2,Udstyr til PVB-lamineret glas bruges generelt til at producere bilforruder, glasgardinvægge og skudsikkert glas. Fordi produktionsprocessen for PVB-lamineret glas har mange defekter: Ligesom temperaturen og det høje tryk forhindrer det i at producere kunstlamineret glas og andre typer glas.
11) Prisen for produktet er forskellig.
Produktionsomkostningerne for EVA-lamineret glas er langt lavere end for PVB-lamineret glas. Da EVA-lamineret glas er lavere, både hvad angår elforbrug, personaleforbrug og produktionsproces, er omkostningerne lavere end for PVB-lamineret glas. Nedenstående oplysninger er en sammenligning:
12) Det laminerede glasudstyr, der er egnet til markedet, er forskelligt.
DeFangdingUdstyr til lamineret glas, lille investering, mindre elforbrug, mindre beskæftigelse. Produktionsmængden kan fleksibelt justeres af markedet i henhold til det brede marked. Så det kan bruges i de fleste lande. Er et meget godt investeringsmål!
PVB-lamineret glasudstyr, store investeringer og mere elektricitet, stort udbytte, beskæftiger flere mennesker. Specifikt markedsomfang. Bruges normalt i en større befolkning, rige på billige elressourcer, nationale områder større lande.
13) Vedligeholdelsen af udstyret er anderledes.
FANGIDNGProduktionslinjen til lamineret glasudstyr er meget kort, produktionsteknologien og vedligeholdelsen af udstyret er nem. Udskiftning af beskadigede dele er enkel og bekvem, og vedligeholdelsesomkostningerne er lave.
Produktionslinjen for PVB-lamineret glasudstyr er længere, der er flere reservedele til udstyret, og vedligeholdelsesomkostningerne er højere. Og det er ikke nemt at få reservedele på markedet.
14) Sikkerhedsgraden af sikkerhedsglas til udstyrsforarbejdning er forskellig.
Vores teknologi til behandling af lamineret glasudstyr er enkel, udstyrets design er videnskabeligt og rimeligt, støjen er lav og sikkerhedsindekset er højt.
Produktionscyklussen for PVB-lamineret glasudstyr er længere, og hele glasstykket fremstilles i autoklaven. Når PVB-filmen opvarmes, kan den let producere brændbar gas i autoklaven, og glasset skal isoleres med en træstrimmel, som let kan affyres af elektricitet, hvilket indebærer en vis fare.
15) Udstyrets fragtomkostninger er forskellige.
Vores laminerede glasudstyr, der er designet videnskabeligt og rimeligt til levering til land og til søs, sparer fragtomkostningerne. Generelt kan en 20 fods container indeholde ét sæt EVA-lamineret glasudstyr og nok EVA-film, hvilket vil spare kunden mange penge.
Produktionslinjen til PVB-lamineret glasudstyr er lang, meget tung, installationen er vanskelig, og transportomkostningerne er enorme, hvilket øger produktionsomkostningerne betydeligt.
16) Vores udstyr til lamineret glas kan anvende TPU-film til at producere TPU-lamineret glas, især til skudsikkert glas og forrudelamineret glas. Og det kan fungere med autoklaver til at producere buelamineret glas. Det er meget vigtigt for fabrikken.
Opslagstidspunkt: 30. juli 2021


